
Send Email





Sodium Naphthionate / CAS 130-13-2
OVERVIEW
Benefits
1. Robust Production Capacity and Leading Market Status:HENAN SUITONG CHEMICAL Co.,Ltd. has been deeply involved in the fine chemical industry for many years and has developed into one of the few domestic enterprises specializing in rare fine chemicals. The company operates mature, large-scale production lines with a total annual output of 5,400 tons for 1,4-Acid, Nevinic acid, and Rhodamine B, making it a major producer in the industry. Leveraging powerful mass-production capabilities and ample inventory, the company provides a long-term, stable supply for large domestic and foreign trade orders with short lead times, fully meeting the bulk procurement needs of global customers.
2. Exquisite Process R&D and Superior Physico-chemical Properties:The company invests heavily in process R&D and automated equipment upgrades. Following years of optimization, the production process for 1,4-Acid is technologically mature, resulting in high purity.
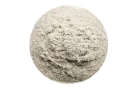
Physical Properties: The product typically appears as a white or pale yellow crystalline powder. Due to the sodium sulfonate group, it is easily soluble in water and slightly soluble in organic solvents such as ethanol.
Chemical Activity: The amino group can participate in diazotization reactions to generate diazonium salts, which then couple with phenols or aromatic amines to form high-quality azo compounds, such as dyes.
3. Extensive Application Range Covering High-End Research and Industry:As a highly valuable fine chemical intermediate, the application scenarios for 1,4-Acid extend from traditional industry to cutting-edge technology:
Industrial Dyes: It is used to synthesize azo dyes (such as Direct Red and Acid Orange), imparting vibrant colors to textiles.
Environmental Monitoring & Safety: It is widely used for complexing various metal ions (such as Fe, Zn, Cd, and Ni) and is applied in monitoring equipment for toxic chemical leaks and water quality testing.
Life Sciences: It plays a key role in DNA structure probes, molecular optical switches, and clinical medical research.
New Materials: It is suitable for the synthesis of optical devices, information storage components, and thermal/optical switch materials.
4. High Market Share and Excellent International Recognition:Driven by exceptional product quality, Henan Suitong’s core products, including 1,4-Acid, hold a 56% share of the domestic market. Furthermore, the company maintains highly mature foreign trade channels, with exports accounting for over 61% of total output. Products are exported to countries such as India, Pakistan, and Vietnam. This high international market share demonstrates that its products have reached first-class global standards in terms of compliance, quality, and brand reputation.
5. Commitment to Safety and Environmental Protection for Sustainable Supply:The company prioritizes the treatment of "three wastes" (waste gas, water, and residue) before production begins, practicing the philosophy that "lucid waters and lush mountains are invaluable assets". By strictly adhering to standardized and normalized safety management, the company effectively avoids production halts or restrictions caused by environmental or safety risks. This high level of compliant operation provides customers with a long-term, reliable, and sustainable supply guarantee.
6. Innovation-Driven Leadership and Customized Service Response:Acting as a pioneer in technological self-reliance, the company relies on its independent R&D system and professional talent team to continuously improve the autonomy of key technologies. Beyond providing standard specifications of 1,4-Acid, the company offers in-depth support in technical consulting, fine-tuning product specifications, and providing customized application solutions. Through all-around, one-stop service, Henan Suitong achieves win-win growth with its partners.
Uses
As a high-value fine chemical intermediate, 1,4-acid has expanded its application scenarios from traditional industries to cutting-edge technologies:
Dye intermediates: Used in the synthesis of azo dyes (such as Direct Red, Acid Orange, etc.), endowing fabrics with bright and vivid colors.
Biological staining: Can serve as a raw material for certain biological staining reagents.
Chemical analysis: Applied as a color developing agent or indicator component.
Environmental monitoring and safety: Widely used for the complexation of various metal ions (Fe, Zn, Cd, Ni, etc.), and applied in toxic chemical leakage monitoring equipment and water quality detection.
Life science: Plays a key role in DNA structural probes, molecular optical switches and clinical medical research.
New material field: Suitable for the synthesis of optical devices, information storage elements, as well as thermal/optical switching materials.
Packaging
25 KG/Woven Bag
Lead Time
1-2 weeks
Max Capacity
3500 MT/Year
REQUEST A QUOTATION
SubmitDESCRIPTION
Product Introduction:1,4-Acid is a high-purity fine chemical intermediate appearing as a white to pale yellow crystalline powder. Featuring excellent water solubility and strong chemical reactivity, it serves as a critical raw material for synthesizing azo dyes, metal ion complexing agents, and DNA biological probes.
CAS:130-13-2
Molecular Formula:C10H8NNaO3S
Molecular Weight:245.012253
Structural Formula: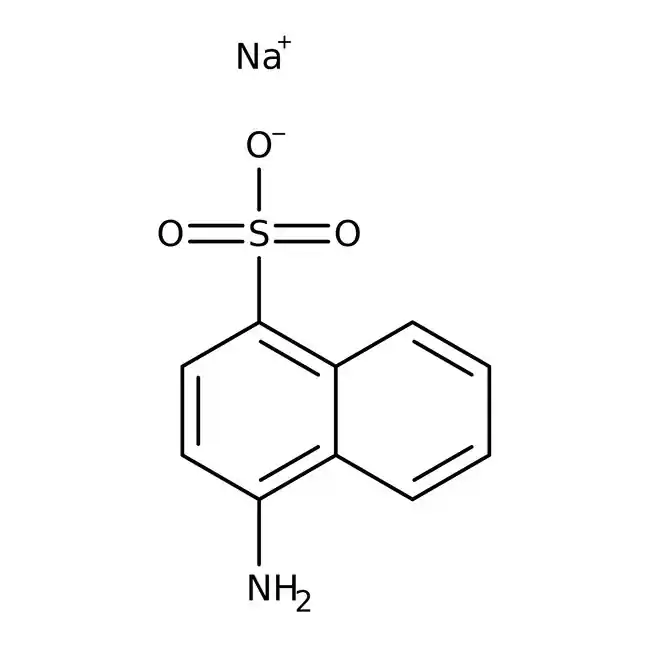

Product Applications:
Dye intermediates: Used in the synthesis of azo dyes (such as Direct Red, Acid Orange, etc.), endowing fabrics with bright and vivid colors.
Biological staining: Can serve as a raw material for certain biological staining reagents.
Chemical analysis: Applied as a color developing agent or indicator component.
Environmental monitoring and safety: Widely used for the complexation of various metal ions (Fe, Zn, Cd, Ni, etc.), and applied in toxic chemical leakage monitoring equipment and water quality detection.
Life science: Plays a key role in DNA structural probes, molecular optical switches and clinical medical research.
New material field: Suitable for the synthesis of optical devices, information storage elements, as well as thermal/optical switching materials.
Supply Ability
3500 Metric Tons per Year
Packaging & Delivery
Packaging Details: | 25kg / woven plastic bag |
Port: | Port of Tianjin or other main ports in China |
Lead time: | Two weeks |

HENAN SUITONG CHEMICAL Introduction
HENAN SUITONG CHEMICAL Co.,Ltd. was founded in June 2016, with a registered capital of 35 million yuan. It is located in Songxian Advanced Manufacturing Agglomeration Area, focusing on the R&D, production and sales of fine chemical products, with core businesses covering dye intermediates and organic acid chemicals. After years of technological research and equipment optimization, the company has developed into a major manufacturer with an annual output of 5,400 tons for 1,4-acid, Niven’s Acid, Rhodamine and other products. It is one of the rare professional fine chemical enterprises in China, holding 56% of the domestic market share. Its exported products are sold far to India, Pakistan, Vietnam and other countries, with export proportion exceeding 61%.
Factories and Laboratory of HENAN SUITONG CHEMICAL
The company adheres to independent technological innovation, focuses on talent recruitment and investment in process R&D, accelerates automatic equipment upgrading and system optimization to boost production efficiency through technology. It regards energy saving and emission reduction as the core competitiveness of cost control, strengthens research on key technologies, and improves the independent controllability of core techniques to lead corporate development with original technological innovations.
The company strictly implements safety and environmental management standards, fully abides by the "Three Simultaneities" principle for safety construction, and adheres to the environmental philosophy of lucid waters and lush mountains are invaluable assets. It sticks to the development strategy of no waste treatment, no production startup, ensuring long-term stable and sustainable operation.
Committed to undertaking corporate responsibilities and pursuing innovation, Henan Suitong Chemical carries out all-round external cooperation in technology and talent, strives for win-win development with partners, and devotes itself to building a first-class competitive modern fine chemical enterprise.


Typical Properties
GET SAMPLE
Submit- Overview
- Documents
- Descriptions
- Sample